
機械密封失效原因分析
作者:網絡 發布時間:2024-09-20 點擊次數:
在煉油廠和化工廠的機泵故障中,軸封的故障較多。據統計,離心泵的軸封故障約占50%,軸承故障約占30%。
(1)機械密封的故障現象及其原因
故障現象
■泄漏量太大或不正常泄漏;
■功率上升;
■過熱、冒煙、發聲;
■不正常振動;
■大量析出磨損生成物。
原因
◆機械密封本身不好。
◆機械密封選用不當、適應性差。
◆運轉條件和操作管理不好。
◆輔助裝置欠佳。
(2)密封失效及其表現形式
?當被密封的介質通過密封部件并造成下列情況之一,則認為密封失效:
?從密封系統中泄漏出大量介質;
?密封系統的壓力大幅度降低;
?封液大量進入密封系統(如雙端面機械密封)。
機械密封失效外部特征
①密封持續泄漏;
②密封泄漏和密封環結冰;
③密封在工作時發出爆鳴聲;
④密封工作時產生尖叫;
⑤石墨粉聚集在密封面的外側;
⑥密封壽命短。
密封失效的具體表現形式
對失效的機械密封進行拆卸、解體時,可以發現密封失效的形式多種多樣,常見的有機械損壞、腐蝕損壞和熱損壞。
①機械損壞
機械損壞的主要形式是磨損,其中包括其它由于機械強度不夠的各種形式損壞。
(a)磨損損壞

(b)沖蝕和汽蝕損壞
密封流體對密封元件會造成沖蝕磨損。原因:在高壓蓋(約30大氣壓以上)重負荷密封中出現,高壓差會使密封面翹起造成流體對密封面沖蝕。在特別高的周速下出現泄漏也會將密封面的結合材料(軟環)沖刷掉。
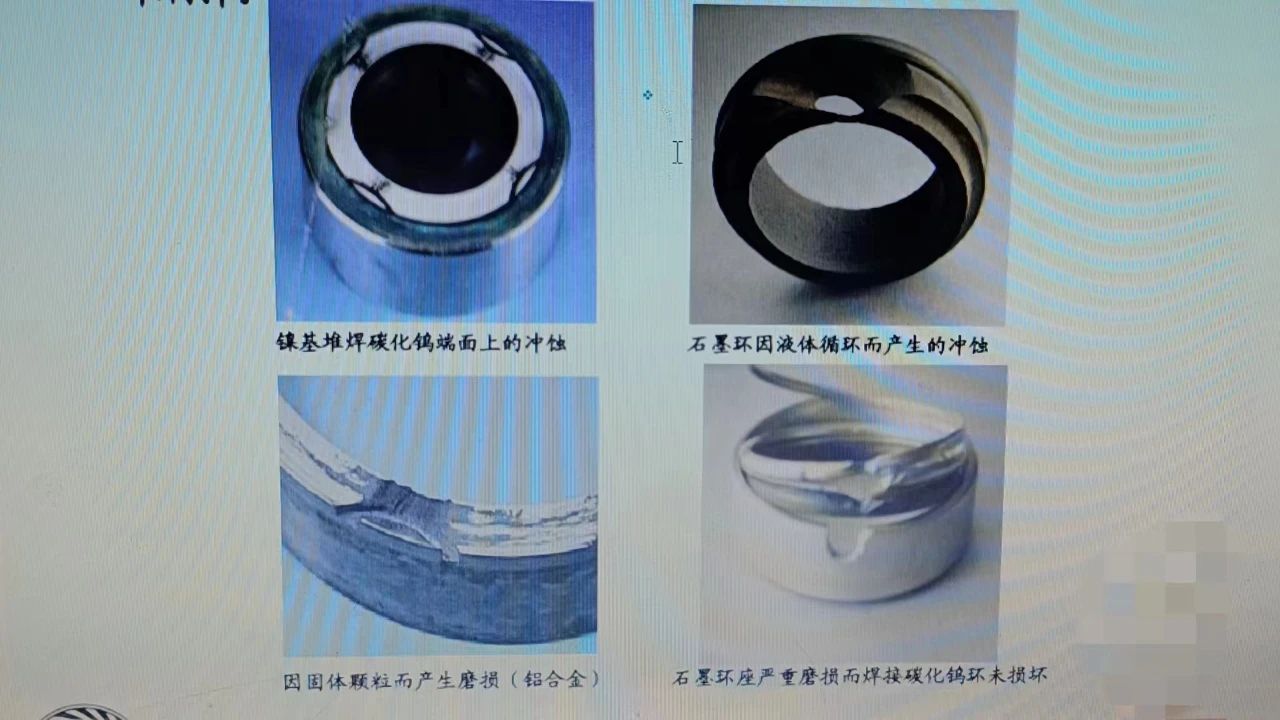
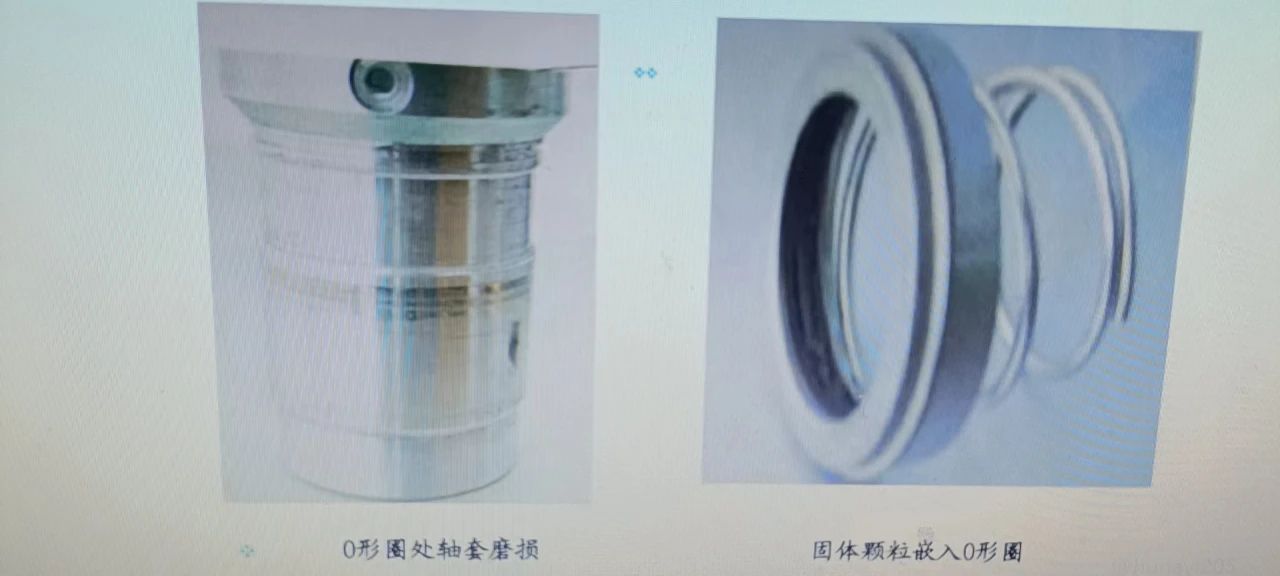
(c) 軸套磨損
由于O形圈與軸套之間有相對運動而產生軸套磨損。原因:機加工誤差、軸向竄動以及環座傾斜所致。另外,因介質內的固體顆粒(或其它固體顆粒)嵌入O形圈而致使軸套磨損及O形圈損壞。
(d)O形圈阻塞
O形圈阻塞:因產品側密封空間內固體顆粒(尤其是纖維物質)的積聚而使O形圈阻塞。另外,因介質閃蒸逸出物在大氣側的緩慢沉積而使密封面不能保持緊密接觸。

(e)摩擦扭矩所致損壞
傳動螺釘與傳動套之間的磨損,一般發生在頻繁開停工況下,致使彈性元件失去彈性補償作用甚至密封面不能緊密貼合而失效。

(f) 金屬波紋管開裂
因劇烈振動及干運轉而造成金屬波紋管在焊接處開裂,撥叉傳動結構來避免。

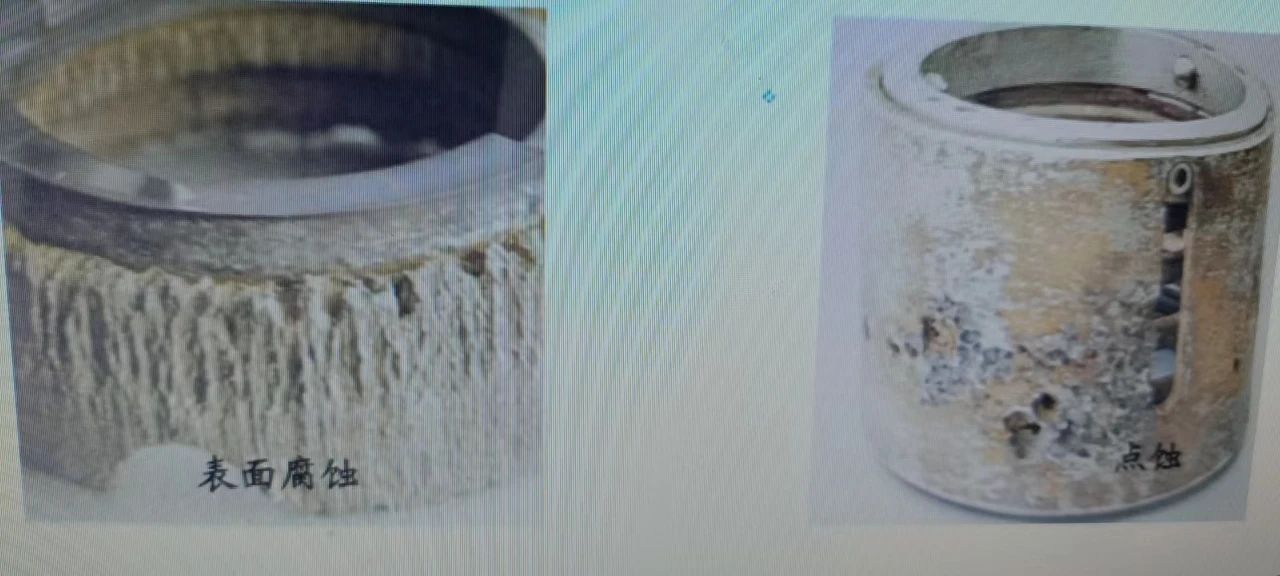
②腐蝕磨損
機械密封因腐蝕引起的失效為數不少,而構成腐蝕的原因錯綜復雜
(a)表面腐蝕:腐蝕為發生在零件接觸介質表面的均勻腐蝕。表現為零件的重量減輕,失去強度,降低硬度,甚至會全部被腐蝕掉。
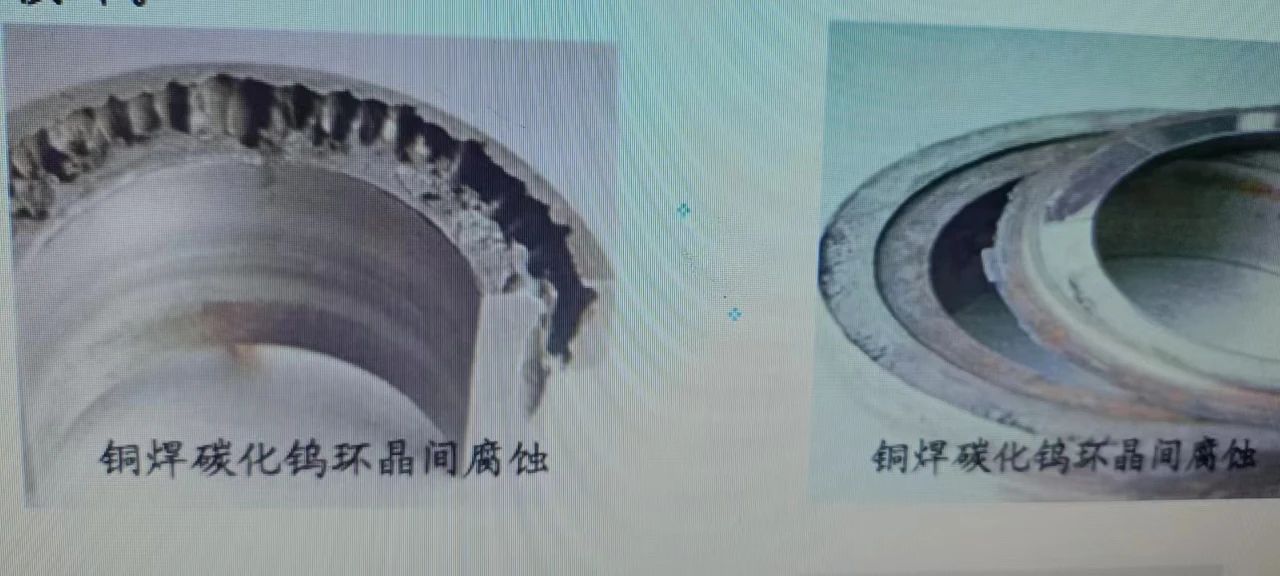
(c)晶間腐蝕:一般發生在銅焊碳化鎢環的支承材料,進發生在金屬的晶界面上。其重量腐蝕率很小,但能深深地腐蝕到金屬的內部,且易因缺口效應而引起切斷損壞。
(d)應力腐蝕:應力腐蝕是金屬材料在腐蝕介質和應力的共同作用下,產生裂紋或發生斷裂的觀象。金屬焊接波紋管、彈簧、傳動套的傳動耳環等機械密封構件最易因產生應力腐蝕而失效。

(e)縫隙腐蝕:機械密封動環密封面內孔處由于窄縫這沉積而產生的縫隙腐蝕情況,是一種濃差電池腐蝕。一般產生在兩個零件靠近的狹窄縫隙部位(如動環與軸套縫隙內)。

(f)電池腐蝕:機械密封的密封環銀焊料與鉻鋼之間電位差產生的電池腐蝕情況,是由于兩種金屬在電介質中有電位差而產生電池作用。措施:應盡量避免使用有電位差的兩種金屬組合使用的結構。
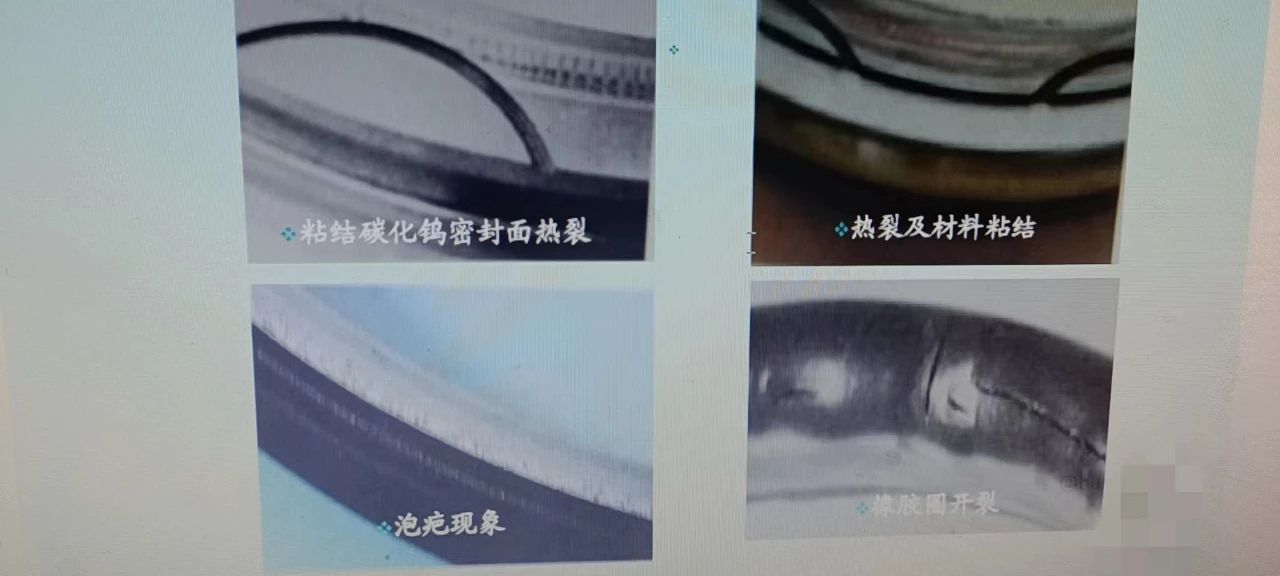
③熱損傷損壞
機械密封件因過熱而導致的失效,即為熱損傷失效,最常見的熱損傷失效有端面熱變形、熱裂、泡疤、碳化,彈性元件的失彈,橡膠件的老化、永久變形、龜裂等。
(本平臺圖文來自網絡轉載,版權歸原作者所有,如有侵權請聯系刪除!謝謝)




